锻造流线又称金属流线,在锻造时,金属的脆性杂质被打碎,顺着金属主要伸长方向呈碎粒状或链状分布;塑性杂质随着金属变形沿主要伸长方向呈带状分布,这样热锻后的金属组织就具有一定的方向性。流线分布可根据锻造工艺改进进行优化,良好的流线可以使锻件机械性能更好。相反,如果流线有重大缺陷,如乱流、穿流、金属流线乱等现象出现,会影响锻件的力学性能。

概述:锻造流线又称金属流线,在锻造时,金属的脆性杂质被打碎,顺着金属主要伸长方向呈碎粒状或链状分布;塑性杂质随着金属变形沿主要伸长方向呈带状分布,这样热锻后的金属组织就具有一定的方向性。流线分布可根据锻造工艺改进进行优化,良好的流线可以使锻件机械性能更好。相反,如果流线有重大缺陷,如乱流、穿流、金属流线乱等现象出现,会影响锻件的力学性能。
锻造流线使金属性能呈现异向性;沿着流线方向 (纵向)抗拉强度较高,而垂直于流线方向 (横向)抗拉强度较低。生产中若能利用流线组织纵向强度高的特点,使锻件中的流线组织连续分布并且与其受拉力方向一致,则会显著提高零件的承载能力。例如,吊钩采用弯曲工序成形时,就能使流线方向与吊钩受力方向一致,从而可提高吊钩承受拉伸载荷的能力。锻压成形的曲轴中,其流线的分布是合理的。
(1)铸锭经塑性变形后的显微特征:具有锻造流线
a)脆性杂质,被打碎并顺着金属主要伸长方向呈碎粒状或链状分布
b)塑性杂质,随着金属变形沿主要伸长方向呈带状分布
c)晶粒,显著地沿同一方向被拉长
(2)性能特点:具有各向异性
a)纵向(平行纤维方向),韧、塑性增加
b)横向(垂直于纤维方向),韧、塑性降低但抗剪切能力显著增强
目的:检验金属流线是否沿样品外形轮廓连续分布,有无流纹不顺、折叠、乱流、穿流等现象
检验方法:特定腐蚀液侵蚀
检验步骤:试样的选取——试样加工——侵蚀——观察评定
测试标准:
GB/T 226 钢的低倍组织及缺陷酸蚀检验法
ASTM E381 棒材、坯段、大方坯和锻件的宏观浸蚀实验标准
ISO 4969 钢-宏观检验用蚀刻法
GB/T 5168 α-β钛合金金高低倍组织检验方法
GB/T 4297 变形镁合金低倍组织检验方法
YS/T 448 铜及铜合金铸造和加工制品宏观组织检验方法
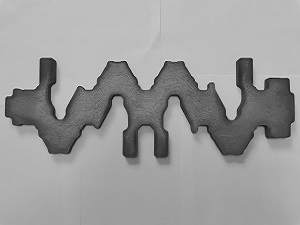
测试图片
|
|
紧固件金属流线 | 锻造曲轴金属流线 |